HICLOVER TS50PET
Pet Cremation Incinerator System (30–50 kg/h)
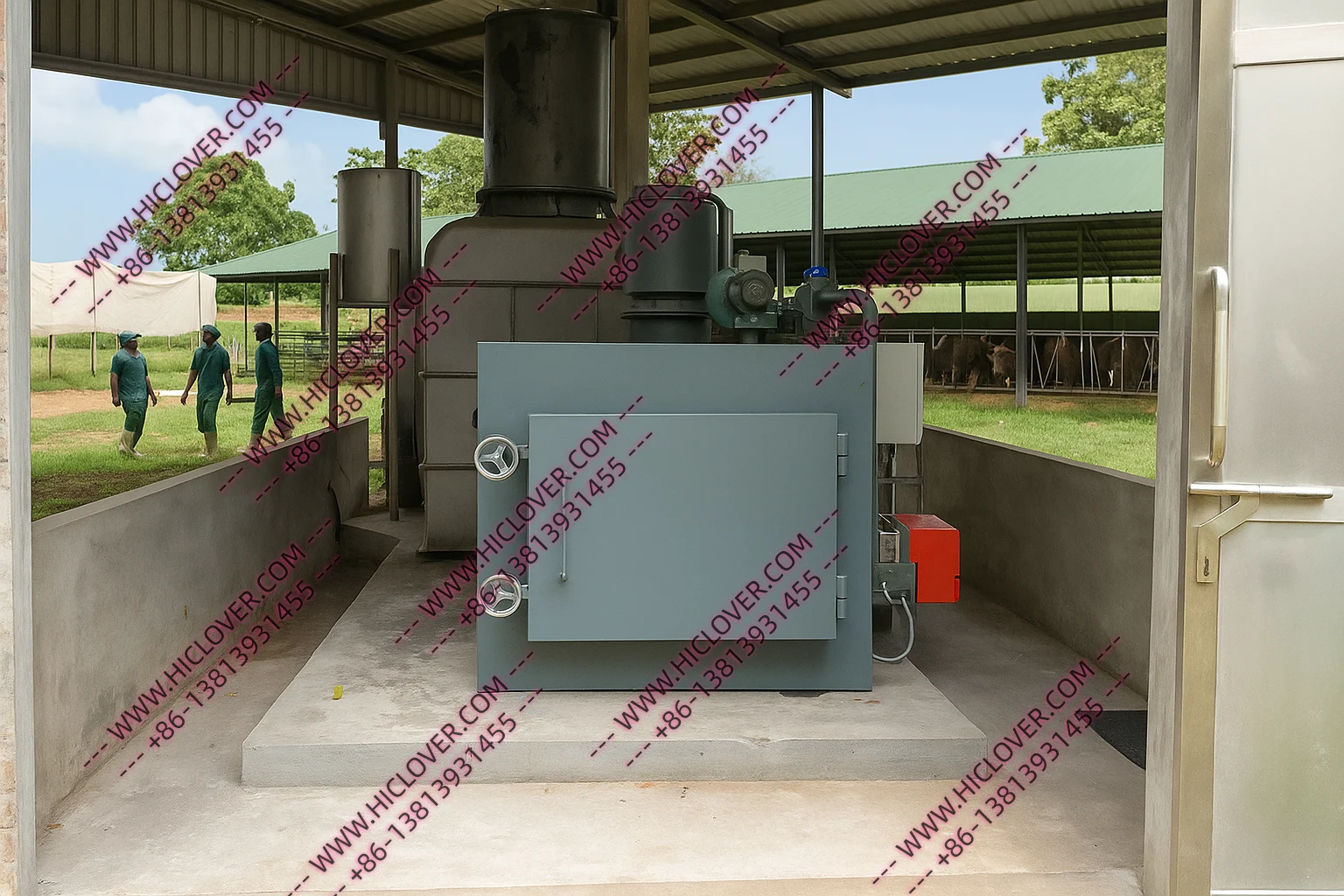
Product Overview
The HICLOVER TS50PET Pet Cremation Incinerator is a purpose-designed, industrial-grade cremation system engineered for the dignified and environmentally responsible disposal of animal remains. Designed around proven dual-chamber incineration principles and enhanced flue-gas treatment stages, the TS50PET delivers stable high-temperature combustion, low residue generation, and reliable operation for veterinary clinics, animal hospitals, municipal animal control centers, and professional pet cremation facilities.
With flexible fuel options (diesel, natural gas, or LPG), optional wet flue-gas treatment, and multiple mobile configurations, the TS50PET adapts to diverse site conditions while maintaining consistent cremation performance and operator safety.
Waste Type & Process
Waste Type: Pet cremation (animal remains)
Treatment Method: High-temperature incineration
Target Capacity: 30–50 kg/hour
Feed Mode: Manual batch feeding
System Configuration
The TS50PET integrates a multi-stage combustion and flue-gas management layout to ensure complete oxidation and controlled emissions:
Primary Combustion Chamber
Direct cremation of animal remains under controlled high temperature.
Particulate Sedimentation and Flue Gas Retention Chamber
Reinforced gas-conditioning chamber for particulate settling and extended flue-gas residence time.
Mix Combustion Chamber
High-temperature mixing zone to enhance oxidation and stabilize gas flow before secondary treatment.
Secondary Combustion Chamber
Complete oxidation of flue gases generated from the primary chamber, ensuring destruction of odors and organic compounds.
Chimney System
6-meter stainless-steel (SS304) stack for safe and stable discharge.
Control System
PLC-based automatic control with safety interlocks, alarms, and operating logic.
Typical HICLOVER System Features
Dual-chamber incineration with extended gas residence time (≥ 2.0 seconds)
High-temperature retention (HTR) with adjustable control logic
Italy-brand burners with automatic ON/OFF operation
Intelligent fuel-saving and temperature-linked burner control
APO (Automatic Protection Operator) system for operator safety
Dry scrubber included as standard; wet scrubber available as an option
Modular design suitable for fixed or mobile deployment
Heavy-duty refractory structure for long service life
Simple operation, low maintenance, and high reliability
Pet Cremation–Dedicated Design
The TS50PET is specifically optimized for pet cremation applications:
Chamber volumes matched to animal body size for efficient heat utilization
Stable flame and temperature control to ensure respectful, complete cremation
Low ash residue (≤ 5%), easy ash handling, and movable waste/ash bed
Odor-controlled operation through secondary combustion and optional wet scrubbing
Quiet, clean, and compact layout suitable for urban or clinic environments
Key Technical Data (HICLOVER TS50PET)
Capacity & Operation
Burn Rate (Average): 20–30 kg/h
Design Capacity: 30–50 kg/h
Feed Capacity: 50–80 kg per feeding
Residency Time: ≥ 2.0 seconds
Combustion Chambers
1#Primary Chamber Volume: 560 L
2#Particulate Sedimentation & Gas Retention Chamber: 180 L
3#Mix Combustion Chamber: 50 L
4#Secondary Chamber Volume: 280 L
Temperature Range
Primary Chamber: 800–1000 °C
Secondary Chamber: 1000–1300 °C
Fuel & Consumption
Fuel Type: Diesel / Natural Gas / LPG
Diesel Consumption (Theoretical): ~14 kg/h
Natural Gas Consumption: ~16 m³n/h
Burner Configuration
Primary Chamber: G10LC single-stage burner ×1 (8 kg/h)
Secondary Chamber: G10LC single-stage burner ×1 (8 kg/h)
Electrical System
Voltage: 220 / 380 V
Power: 0.7 / 3.0 kW
Control & Safety
PLC Automatic Control
Continuous feeding protection sensors
Temperature monitoring with corundum probe tube (1600 °C rated)
Automatic cooling, alarms (display / voice / light), and system testing mode
Structure & Materials
Hot Face Refractory: ≥115 mm, 65% Al₂O₃, 1750 °C grade
Cold Face Insulation: High-grade refractory ceramic fiber
Chimney: SS304, 6 m height
External Paint: 250 °C heat-resistant coating
Dimensions & Weight
External Dimensions: 190 × 130 × 155 cm
Gross Weight: 5,000–7,000 kg
Flue Gas Treatment Options
Dry Scrubber: Included
Wet Scrubber (Optional):
First-stage stainless-steel spray tower (primary scrubber)
Second-stage stainless-steel spray tower (secondary scrubber)
Stainless-steel demister tower
Stainless-steel demisting & dust-removal filter
Integrated water tank with induced draft (ID) fan
Optional Configurations
Containerized mobile type
Trailer-mounted or sledge-mounted mobile versions
Dual-fuel (oil & gas) system
Flame observation window
Fire grate
Heat Recovery Technology (HHT)
Compliance & Manufacturing
CE compliance: 2006/42/EC, 2014/30/EU
ISO 9001:2015 certified manufacturing
No asbestos or mercury-containing materials
High-tech enterprise certification
HICLOVER TS50PET delivers a balanced combination of traditional dual-chamber incineration principles and forward-looking modular design, providing a dependable, clean, and respectful solution for modern pet cremation operations.